









迅速対応 アルミ配管継手・アルミ材料の
コンビニエンスファクトリーを目指して
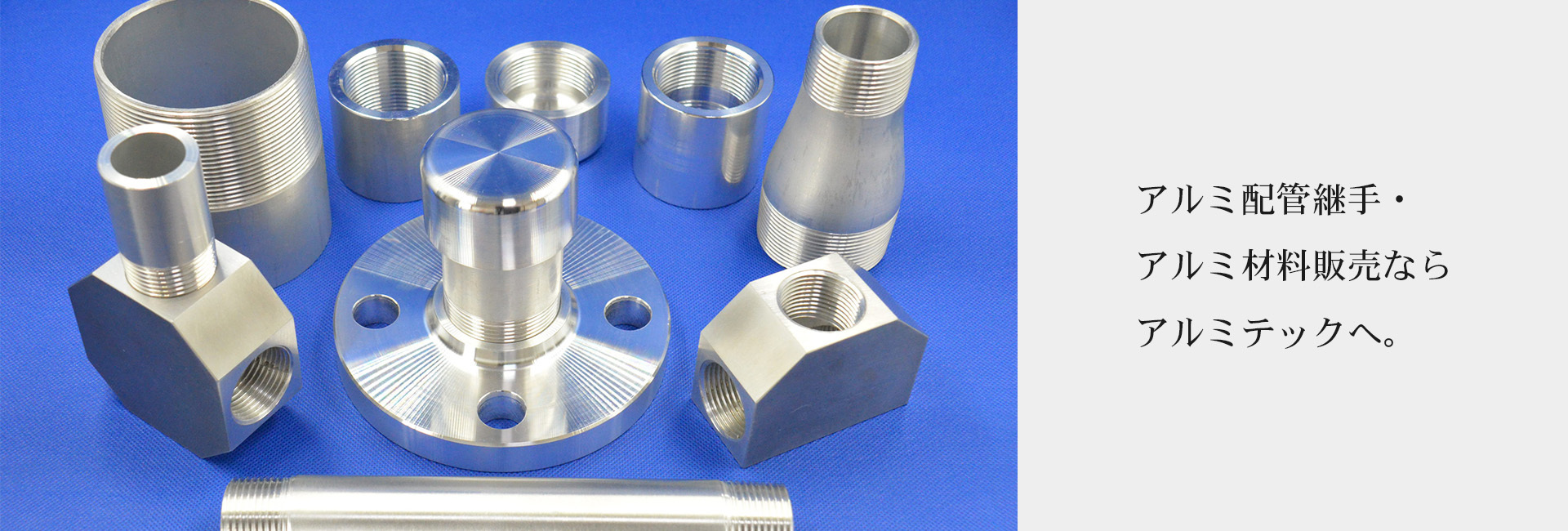
アルミ配管継手・アルミ材料・アルミ加工は、アルミテック®にご相談ください。
アルミ材料切り売り対応いたします。当社在庫品(加工を伴わないもの)は即日出荷いたします。
※初めて当社とお取引いただくお客様につきましては、納期ご相談下さい。
ラインナップ











2020年最新版ダウンロード
2020年1月 改定版
2019年版 発刊
アルミ形材市販品から
アルミ配管継手まで入手
可能な品を網羅
お知らせ
2021/03/25
ホームページリニューアルいたしました。今後ともよろしくお願いいたします。